西(xī)安宁波优金材料制造有限公司(WAP站)
XI'AN QUAN LIAN MACHINE TOOL COMPLETE SETS OF EQUIPMENT CO., LTD.
歡迎來到西安{qiyemi当军🚩嫂的那些事儿🌈ng}官(guān)方網站!
聞中心")
1.數控(kong)機床主軸通用變(biàn)頻調速控制
數控(kòng)機床主軸采用通(tōng)用變頻調速控制(zhi)方式時,典型的硬(ying)件配置為數控裝(zhuāng)置、通用變頻器及(jí)普通三相異步電(dian)動機。在主軸調試(shì)時,首先應正确完(wan)成變頻器與電機(ji)及數控裝置的硬(yìng)件接線;其次是完(wan)成主軸控制PMC梯形(xing)圖程序的設計及(jí)輸入。主軸的速度(du)控制通過數控系(xi)統的模🐪拟量輸出(chu)電壓實現,正反💛轉(zhuan)控制通過PMC程序來(lái)實現。
本(ben)文以配備 FANUC-0imateMD 系統的(de)亞龍559數控裝調實(shi)訓設備為例來進(jin)行介紹。其主軸采(cǎi)用通用變頻器調(diao)速控制,選用的變(biàn)頻✔️器型📐号為歐姆(mǔ)龍G3JZ,其硬件接線如(rú)圖1所示。變頻器的(de) U、V、W 端子直接接三相(xiang)異步電動機。L1、L2、L3 端 子(zi) 經 交 流 接 觸 器KM、低(di)壓斷路⚽器 QF4接入電(dian)源。S1、S2端子分别通過(guò)中間繼電器 KA5、KA6 的 常(chang)開觸點接❗ 至 公共(gòng)端子SC,KA5、KA6常開觸點不(bu)能同時閉合,它們(men)分别控制電機正(zhèng)、反轉。A1、AC 端子🚶接至數(shu)控系統的JA40接口❤️,接(jiē)收來自數控系統(tǒng)的模拟量信号以(yǐ)控制主軸的轉速(su),模拟量一般為0V~10V 的(de)電壓信号。
器硬件接線圖")
圖(tú)1 變頻器硬件接線(xian)圖
數控(kòng)機床主軸正、反轉(zhuan)是通過 PMC 梯形圖程(chéng)序進行控✏️制的,根(gen)🐇據主軸控制方式(shì)(如模拟量控制和(hé)串行控制方式)的(de)不同,其 PMC 梯形圖程(cheng)序也有所不同。圖(tu)2為配備 FANUC-0imateMD 數控系統(tǒng)的亞龍559數🤩控銑床(chuáng)的模拟🍉量主軸控(kong)制 PMC 梯形圖程序。為(wei)便于分析識讀主(zhu)軸控制 PMC 梯形圖程(cheng)序,現将輸入、輸出(chu)進行說明,如表1所(suǒ)示。梯形圖程序中(zhong),第一、二行表示通(tōng)過數控機床操作(zuò)面闆上的正反轉(zhuǎn)按鍵控制機🥰床主(zhǔ)軸進行正反轉;第(dì)三、四行表示利用(yòng)加工編程程序指(zhi)令控制數控機床(chuang)主軸進行正反轉(zhuan)🌍;R0100.0中間信号表示數(shù)控機床工作方式(shi)選擇🌈中的“手動”、“手(shǒu)輪”工作方式。觀察(cha) PMC 梯形圖程序可知(zhī),通過數控機床操(cāo)作面闆上的👅正反(fan)轉按鍵進行主軸(zhou)🔴控制時,工作方式(shì)選擇開關必須選(xuan)擇“手動”或“手輪❌”工(gong)作方式,使 R0100.0 中間信(xìn)号為 1;RST信号為🈲複位(wei)信✉️号,其地址為 F1.1,通(tōng)過數控系統操作(zuò)面闆上的複位按(an)鍵來實現系統複(fu)位操作;M19為主🌏軸準(zhǔn)停信号,對于通用(yòng)變頻調速而 言,該(gai)信号無實際意義(yi);串聯 于 程 序 中 的(de) X0002.4 與 X0002.7、M03 與M04常閉觸點構(gòu)成了正、反轉互鎖(suǒ)保護信号,X0002.5與☁️ M05常閉(bì)觸點為停止信号(hào),當手動操作停止(zhǐ)或程序指令中遇(yu)到 M05指令時,PMC程序無(wú)輸出信号☁️,主軸停(ting)止 轉動;R0207.2、R0207.3、R0207.4、R0207.5 信号❗為主(zhu)軸正反轉的中間(jiān)輸出信号,将其📐常(cháng)開觸點接至🛀🏻實際(ji)的輸出 Y0005.5、Y0005.6,即可實現(xian)電路中線圈的實(shi)際☔控制。
床主軸控制")
2.數控系統參數設(shè)置
2.1設置主軸控(kong)制系統參數
FANUC-0imateMD系統(tong)采用模拟量主軸(zhóu)控制方式時,除了(le)增益調整參🏒數3730、漂(piao)移調整3731兩個參數(shu)需要計算後才能(néng)設定外,其餘參數(shu)設定❓如表2所示。
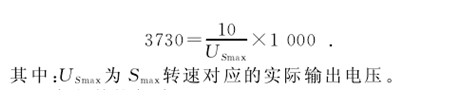
FS-0iD系統中參數(shu)3731為模拟量輸出時(shí)的漂移調整參數(shu),其功能是改變⁉️S0轉(zhuan)速所對應的模拟(nǐ)量電壓輸出值,參(can)數設定範圍為 -1 024~1 024。在(zai)模拟量控制時,當(dang)主軸轉速為S0時💞,其(qi)對應的模拟📞量輸(shū)出電壓在理論上(shàng)😍應為0V,但經萬用表(biǎo)檢查⭐發現實際輸(shū)出電壓通常大于(yú)或小于0V,此📐時,則需(xū)設置3731參數,使輸出(chu)電壓盡量接近于(yú)0V。
3731參數設定值可按(àn)下式計算:

表2 主軸(zhóu)控制系統參數設(she)置
制系統參數設置(zhi)")
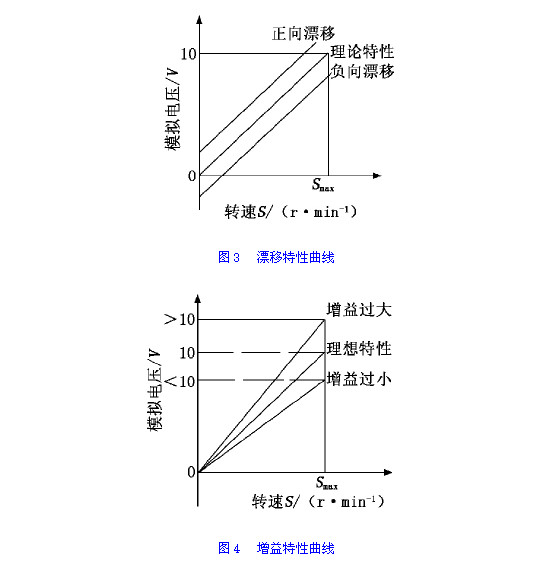
FS-0iD系統中參數3730為模(mo)拟量輸出時的增(zēng)益調整參數,該參(can)數可改變較高主(zhǔ)軸轉速Smax所對應的(de)模拟量輸出值,并(bìng)改變輸出電壓和(he)轉速的比例。參數(shu)3730以 百 分 率 的 形 式(shì)✂️ 設 定,設 定 值 範 圍(wéi) 為 700~1 250,單位為0.1%。當設定(ding)值為1 000時,較高轉速(su)Smax所對應的模拟量(liàng)輸出為10V。如果實際(jì)值大于或小于10V,可(ke)🔞改變3730參數調整增(zēng)益值,使較高轉速(su)Smax所對應的模拟量(liàng)輸出盡量接近于(yu)10V。3730參數設定值可按(an)下式計算:
本文數(shù)控機床配置 FANUC-0imateMD 系統(tong),主軸為通用變頻(pin)調速系🍓統。為了🐇優(yōu)化主軸性能,必須(xu)計算和設定漂移(yi)、增益調整🎯參數。表(biao)3為漂移和增益參(cān)數設定前、後主軸(zhou)在不同轉速時所(suǒ)對應的頻率及實(shí)測電壓值。由表3可(kě)知,當3730、3731參數😄設定值(zhi)均為0,主軸轉速為(wei)S0時,變🈲頻器輸出頻(pin)率值為0,利用萬用(yòng)表實測輸出電壓(yā)為-0.048V。先進行漂移參(can)數計算,可得漂移(yi)參數值3731=26,因為漂移(yí)将同時影響較高(gao)轉速Smax對應的輸出(chū)電壓。以表3為例,即(jí)較高轉速為1 400r/min時實(shí)測的模拟量輸出(chū)電壓為9.93V,包含了-0.048V 的(de)漂移電壓,所以在(zai)計算增益🏃🏻♂️調整參(can)❄️數時,必須将漂💔移(yí)電壓考慮進去再(zài)進行增益😘參數計(ji)算,較終計算得增(zēng)益參數值3730=1011。
表3 設置(zhì)增益及漂移參數(shù)
漂移參數")
3.結語(yǔ)
本文詳細介紹了(le)數控機床主軸通(tong)用變頻調速方🍓式(shi)的硬件接線、PMC梯形(xing)圖程序設計及系(xi)統參數設定方法(fǎ)。在完成主軸控制(zhi)功能的情況下,為(wei)了使主軸♊系統性(xìng)能達到👉理想狀❗态(tài),利用萬用表對主(zhu)軸不同速度輸出(chū)時對應的模拟量(liang)電壓信号進行了(le)反複實測,并經過(guo)漂移、增益調整參(can)數的計算、設定及(ji)實🔞際測量,使主軸(zhou)⁉️速度輸出特性達(da)到理想狀态。為廣(guang)大數控機床維修(xiū)維護人員提供了(le)通俗易懂的變頻(pín)主軸系統安裝、調(diào)試及維修指導方(fāng)法。

備案号: 陝ICP備16009306号 網站地圖 RSS XML 陝(shan)西|西安|銀川|太原|蘭州|青海(hai)|内蒙|江(jiang)蘇|西甯|新疆|河南|
聯(lián)系人:陶經理 電話(hua):13679182788  技術(shu)支持:動(dong)力無限
技術(shu)支持:動(dong)力無限
地址:西安(an)市灞橋區半坡國(guó)際廣場51408室 全國服(fú)務熱線:13679186788 郵箱:[email protected]
西安(an)宁波优金材料制造有限公司(WAP站)主要從事 卷闆機 剪(jian)闆機 液壓(ya)機 數控(kòng)機床 等産品,歡迎(yíng)前來咨詢!
›
·裝四柱液壓機")
壓數控沖孔中心(xin)")
光切割機")

型廢鋼剪切機")
床身數控車床")
數控車床")
")

 陝公(gong)網安備 61011102000521号
陝公(gong)網安備 61011102000521号